C2 PROJECT
C2 Photo Album
album:March 2022
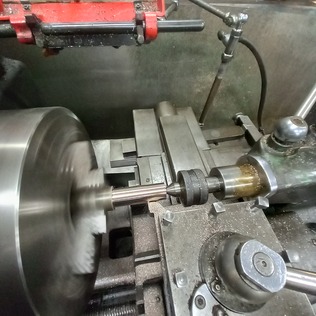
Bronze bearings being turned for the Graphite Carrier.

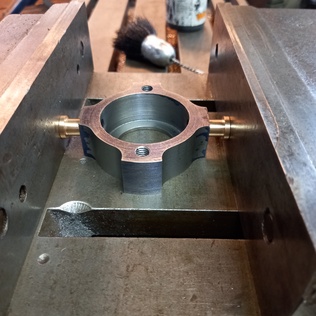
Regulator Body used to ensure a close fit is achieved.
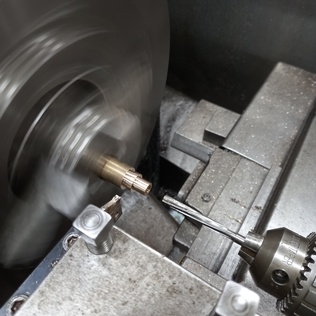
Regulator piston sleeve turning and the Regulator Body used to ensure a close fit is achieved.


Graphite Carrier assembly into the Yoke, new pivot pin also fitted and secured with a rivet.


Pressing of the bearings into the carrier.

Graphite Carrier being reamed for the bearings.

Bronze bearings being turned for the Graphite Carrier.
The Generator Filter Blanking plug is now completed with a hexagon end.


The coupling rod sections cleaned and painted on the non-mating faces. Soon these will be assembled with the roller bearings and cover plates.
Jon cleans up the coupling rod sections.

Some of the rod bearing spacers, ground to the required thickness by Paul.
Grinding the rod bearing spacers on the Churchill surface grinder.


Little Egret and Black-Tailed Godwit, prowling around Llyn Bach, Porthmadog.
Coupling rod set up for spot-facing the grease nipple holes.


Coupling rod bearing covers. Most of these we made new pre-COVID but a few are Chinese ones and a couple still need to be made.
Holes tapped and spot-faced for grease nipples. One of the original Chinese holes was under-size and needed drilling out too.
